When you start planning a fertilizer powder mixing plant setup, the key is to design a system that is both efficient and flexible. Whether you are producing NPK or organic blends, careful preparation at the beginning will save you from costly modifications later and help you achieve consistent product quality.
1. Defining Capacity and Product Range
Begin by clarifying your production goals. Decide on your target capacity, the number of product formulas, and whether you will focus on straight fertilizers, compound blends, or both. A well‑defined powder blend NPK fertilizer making plan should cover raw materials, expected seasonal demand, and potential product expansion. This strategic planning will guide equipment sizing, layout, and automation level, avoiding bottlenecks as your business grows.
2. Selecting the Process Flow
Next, choose a process flow that matches your product portfolio. An industrial fertilizer powder mixing line typically includes raw material feeding, weighing, mixing, screening, packaging, and dust collection. Each step should be matched to your specific materials: high‑nitrogen carriers, micro‑nutrients, and conditioners may have different bulk densities and flow characteristics. Designing a clear, logical flow minimizes cross‑contamination, improves throughput, and makes the plant easier to manage and maintain. Learn more.
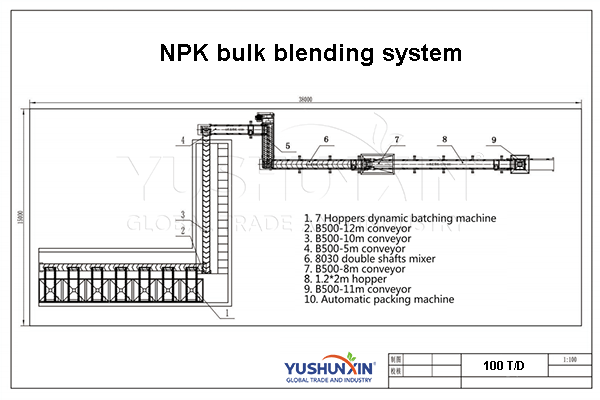
3. Choosing the Right Mixing Equipment
At the heart of the plant is the fertilizer powder mixer machine, which determines mixing quality, cycle time, and energy consumption. You should evaluate ribbon mixers, paddle mixers, or double‑shaft mixers based on desired homogeneity, batch versus continuous operation, and sensitivity of your ingredients. Careful selection of mixer type, internal linings, and drive system ensures consistent blending of fine and coarse components, helping maintain product uniformity across all batches.
4. Integrating Organic and Inorganic Blends
If your business model includes organic or organo‑mineral products, consider a dedicated organic fertilizer powder blending system. Organic materials such as compost, plant residues, or animal‑based inputs often have higher moisture content and different flow behavior compared to mineral fertilizers. Using a separate receiving, pre‑crushing, and mixing section for organics avoids contamination, maintains hygiene standards, and allows you to fine‑tune mixing intensity for sensitive bio‑active components.
5. Controlling Moisture, Caking, and Dust
A critical quality challenge is to reduce cakes in powdery blended fertilizer production project operations. This requires a combination of low‑moisture raw materials, proper storage conditions, anti‑caking additives, and controlled humidity in the plant. Integrating screening and de‑lumping equipment downstream of the mixer helps maintain free‑flowing product. At the same time, robust dust extraction, sealed transfer points, and proper ventilation will protect workers and equipment from fine powder emissions.
6. Automation, Layout, and Future Expansion
Finally, plan your plant layout and automation architecture with future expansion in mind. Allow space for additional hoppers, extra packaging lines, or upgraded mixing capacity. Modern control systems can automate dosing, mixing time, and batch tracking, improving accuracy and traceability while reducing labor costs. By combining clear process design, suitable equipment, and a scalable layout, your fertilizer powder mixing plant setup can evolve smoothly alongside market demand and regulatory requirements, supporting long‑term, profitable operation. If you need detailed design, you can visit https://www.mixedfertilizermachines.com/products/fertilizer-powder-mixing-plant/